Интерфейс дискретных сигналов (сухие контакты) для систем бесперебойного питания
24.02.2026

Агрегат предназначен для непрерывной утилизации до 500 кг/ч измельченных шин и других отходов резины.
В результате переработки получаются следующие компоненты :
— 40% жидкого топлива, с температурой вспышки не менее 60oC;
— 35% углеродного остатка, c содержанием топливных фракций не более 1% .
— остаточный горючий газ (далее — пирогаз), который дожигается в топке для нагрева реактора пиролиза.
Агрегат работает на пирогазе, а дизельная горелка необходима только для запуска.
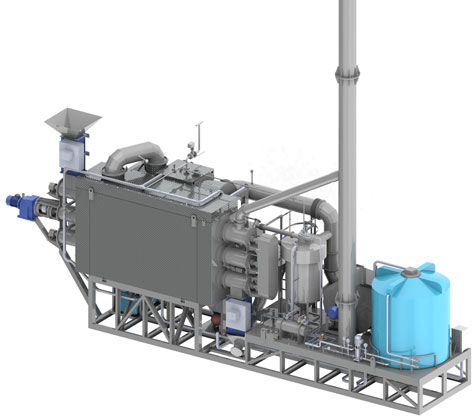
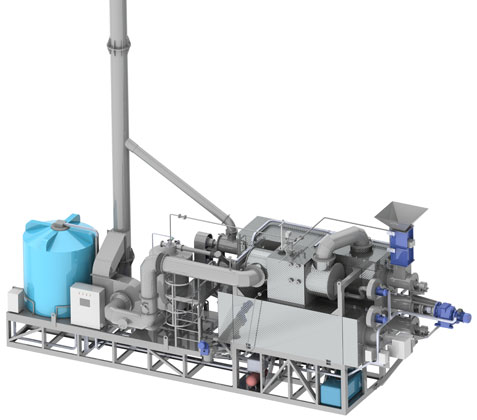
Агрегат состоит из рам 28, 29, соединенных между собой (Рисунок 1), на которых базируются все узлы. Рама 28 является подставкой для термоблока 1, и обеспечивает необходимое возвышение для выгрузки углеродного остатка в приемный бункер шнека золоудаления 5. В имеющихся нишах рамы 28 установлены топливный бак 17, компрессор 9, короба для электропроводки, магистрали сжатого воздуха и водопроводы.
Рама 29 служит подставкой для платформы 8, и несет в себе короба для проводки. На раме 29 под углом крепиться шнек золоудаления 5.
Термоблок 1 и платформа 8 связаны между собой патрубками газохода 10, водопроводов , паропроводов.
Котел-утилизатор 4 устанавливается на термоблоке 1.
Загрузка агрегата до 500 кг/ч производится с конвейера (поставляется заказчиком) через двойные откидные пневмоклапаны 30 (Рисунок 1), действующие как затворы от поступления воздуха в трехшнековый реактор пиролиза. При постоянной подаче конвейера клапаны работают циклично один за другим до 6 цикл/мин так, что дробленый скрап шин периодично накапливается в бункере и затем проваливается через клапаны. Шины должны быть измельчены до стандартного размера 50х50 мм при возможном отклонении этой величины до ±20 мм.
Реактор расположен в том же термоблоке c заливной футеровкой, что и топка, но сбоку от нее, чтобы разделить их термические условия. Рабочая длина L=4 м трехшнекового реактора обеспечивает не менее 15 минут времени нагрева шин до температуры пиролиза 400-450 ͦ C при температуре греющих реактор топочных газов 800-850 ͦ C и рабочей температуре в топке в пределах 950-1000 ͦ C. При мощности двигателя-редуктора до 5.5 kW скорость шнеков реактора до 2.5 об/мин настраивается вручную частотным регулятором-преобразователем.


Углеродный остаток шин выгружается из реактора через такие же двойные клапаны 30 и шнек 5 (Рисунок 1) снизу, оборудованный водяной рубашкой для охлаждения выгрузки до 50-60oC, чтобы заказчик мог обращаться с ним далее. Пар подается в реактор в зоне выгрузки так, чтобы обеспечить чистоту углеродного продукта, указанную в самом начале, что делается путем многоструйного поперечного потока в количестве 25-30% от загрузки шин и действует как паровая завеса от воздуха дополнительно к клапанам 30 (Рисунок 1). Чтобы соответствовать термическому режиму пиролиза, перед этим пар перегревается примерно до той же тем-пературы 400-450oC, что делается в трубном змеевике вдоль и вокруг самого реактора и вме-сте с его нагревом.
В смеси с паром пиролизный газ не насыщен парами топлива и потому не так конденсируется в трубопроводе, как это имеет место при пиролизе шин без пара. В нашем случае пирогаз поступает из реактора 33 в конденсатор 19 (Рисунок 1).
Конденсированное топливо самотеком через сливную трубу 20 (Рисунок 1) поступает в емкость заказчика. Остаточный пирогаз вентилятором 11 подается из конденсатора в топку термоблока 1 на дожигание при температуре 950-1000°C, как указано вначале, что поддерживается горелкой 18 с минимальным расходом топлива не более чем для под поджога пирогаза в смеси с отработанным паром. Воздух на дожигание пирогаза подается вентилятором 11 (Рисунок 1), который для этого предварительно настраивается частотным регулятором мощности.
Пар вырабатывается в котле-утилизаторе 4 (Рисунок 1) ОАО ГСКБ, имеющем сертификат РФ № 238-08-2.7.1 от 29.12.2009 (см. сайт ) и соответствующем правилам безопасности РФ ПБ 10-574-03 № 88 от 11.06.2003 для котлов данного типа. Котел работает на отходящих топочных газах, поступающих из термоблока 1 через патрубок 10 (Рисунок 1). Котел питается химически мягкой водой из бака 7 под действием насоса 34 (Рисунок 1)., что, как обычно, контролируется датчиками уровня воды и в котле и баке соответственно. Подача мягкой воды в бак производится заказчиком и ее качество должно отвечать показателям (см. таблица 2).
Через термоблок 1 и котел-утилизатор 4 топочные газы направляются в дымовую трубу 6 дымососом 26 (Рисунок 1), мощность которого 15 kW регулируется частотным преобразователем. При этом производятся контролируемый подсос воздуха 16 (Рисунок 1) для снижения температуры от 950-1000°C до 800-850°C для нагрева реактора пиролиза. Также снижается температура для котла-утилизатора и выработки от 650-700oC до 450-500oC только уже через клапан 23.
Тема дня 31.03.2026
Тема дня 31.03.2026
Новости компаний 30.03.2026
Новости компаний 26.03.2026
Новости компаний 25.03.2026
Чтобы оставить комментарий или выставить рейтинг, нужно Войти или Зарегистрироваться